
With constant eyes on profit margins, processors strive to make every dollar count on the processing line. Are you trying to figure out your next continuous improvement project aimed at maximizing profits for your operations? Turbidity monitoring from Anderson-Negele can help to maximize profits while saving money on wasted product going down the drain during cleaning cycles.
 How it works:
How it works:
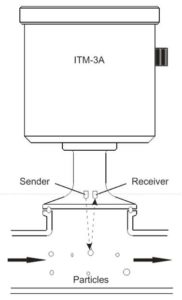
Turbidity is defined as, "the phenomenon where by a specific portion of a light beam passing through a specific liquid medium is reflected by undissolved particles." Basically, the sensor acts like a flashlight into the light stream and senses the light that comes back due to being reflected by undissolved particles. For example, purified water would have a very low value of turbidity due to most impurities being removed. However, an ice cream mix would have a high turbidity value because it is largely made up of undissolved particles.
Common applications where constant turbidity monitoring can greatly assist operations include:
![]() Some of these processes can be regulated by a timer or sight from the wash streams that usually go down the drain and produce more wastewater, which also raises costs to the processor. Anderson-Negele offers a line of turbidity sensors to improve product yield and reduce waste. By setting a threshold on a turbidity monitor and relaying it back to a PLC you can put more control on a process and regulate product going down the drain.
Some of these processes can be regulated by a timer or sight from the wash streams that usually go down the drain and produce more wastewater, which also raises costs to the processor. Anderson-Negele offers a line of turbidity sensors to improve product yield and reduce waste. By setting a threshold on a turbidity monitor and relaying it back to a PLC you can put more control on a process and regulate product going down the drain.
Take a look at Nelson-Jameson's offering of turbidity monitors, or call our Instrumentation Specialists for more information.

July 17, 2026
This article was originally published by QualiTru Sampling Systems. Read the original article here.

July 16, 2026
Maintaining sanitary conditions and process integrity is critical in food manufacturing and dairy proces...

July 16, 2026
Maintaining sanitary conditions and exact temperatures is critical in dairy processing and laboratory an...